Tutorial: Wymiana dyszy w drukarce 3D Printo H3
Proces wymiany dyszy w drukarce 3D Printo H3
Wymiana dyszy w drukarce 3D z głowicą V5 może wydawać się skomplikowana. W rzeczywistości posiadając wiedzę nt. kilku istotnych elementów cały proces nie powinien zajmować więcej niż 2-3 minuty. Należy temu jednak poświęcić chwilę uwagi i cierpliwości aby w przyszłości nie pojawiały się problemy z ekstruzją opisywane tutaj: Cieknąca głowica w drukarce 3D
Wszystkie opisywane operacje wykonujemy na rozgrzanej głowicy – zachowaj ostrożność aby uniknąć poparzenia.
Przygotuj następujące akcesoria z zestawu:
- Klucz 17
- Klucz 7
- Nowa dysza do głowicy
- W pierwszej kolejności rozgrzej głowicę do temperatur roboczych. Ok. 200-220 stopni w zupełności wystarczy.
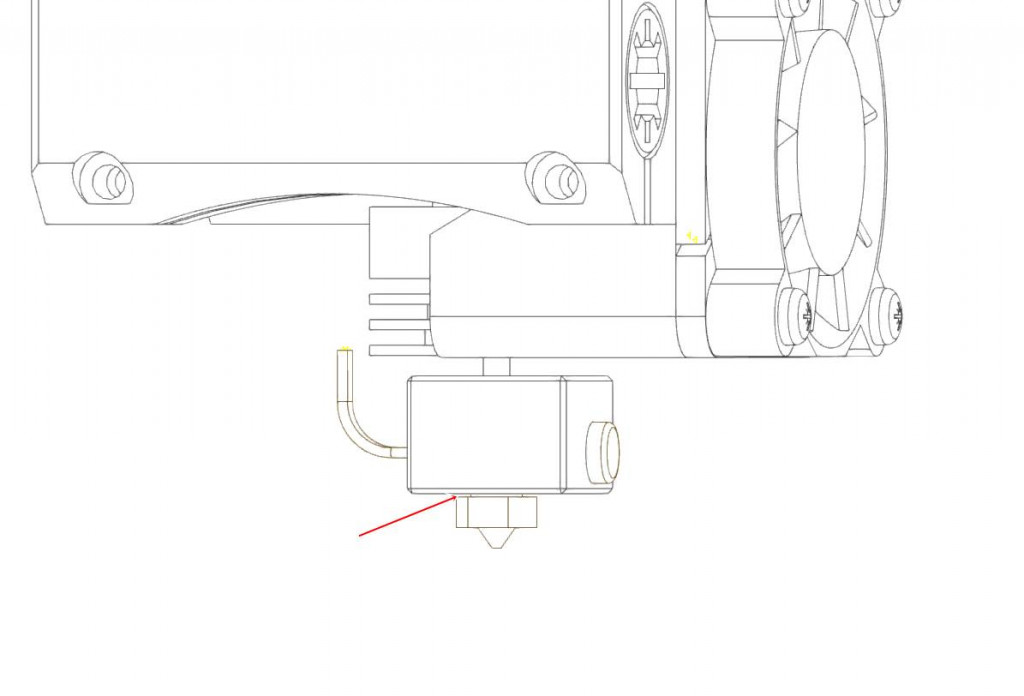
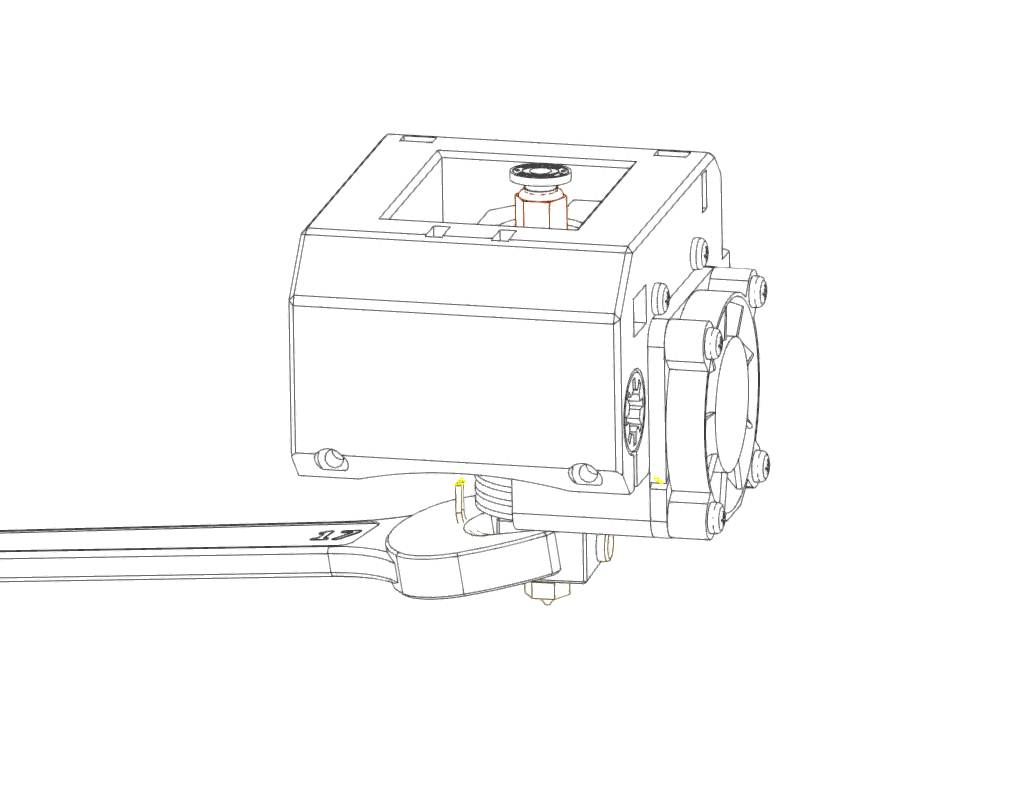
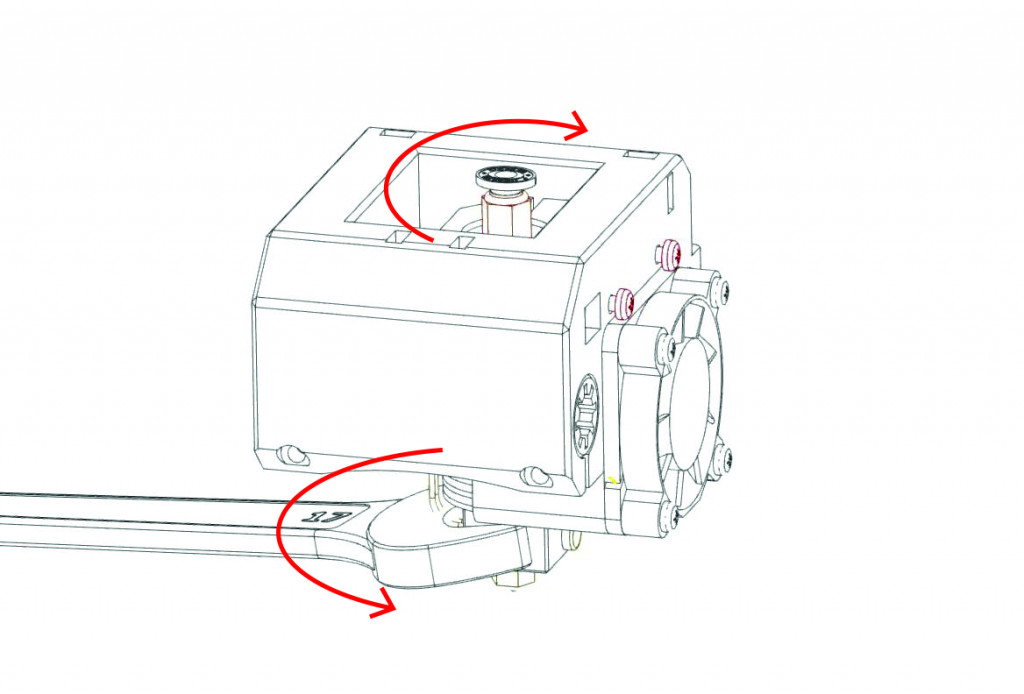
- Kluczem 17 chwyć aluminiowy blok grzewczy głowicy, a kluczem nr 7 zacznij odkręcać dyszę drukarki w lewą stronę.
3. Nową dyszę wkręć w otwór po starej dyszy. Jeśli zrobisz to szybko i zwinnie, to można zrobić to nawet palcami. Zanim nowa dysza nagrzeje się i zacznie parzyć to powinna znaleźć się już na miejscu. Uważaj oczywiście aby nie dotknąć bloku grzewczego! Jeśli masz obawy to użyj klucza nr 7.
4. Przykręć dyszę do bloku grzewczego a następnie odkręć ją o ok. 1/4 obrotu. To ważny krok aby ciasno spasować dyszę z dalszą częścią głowicy i uniknąć przecieków.
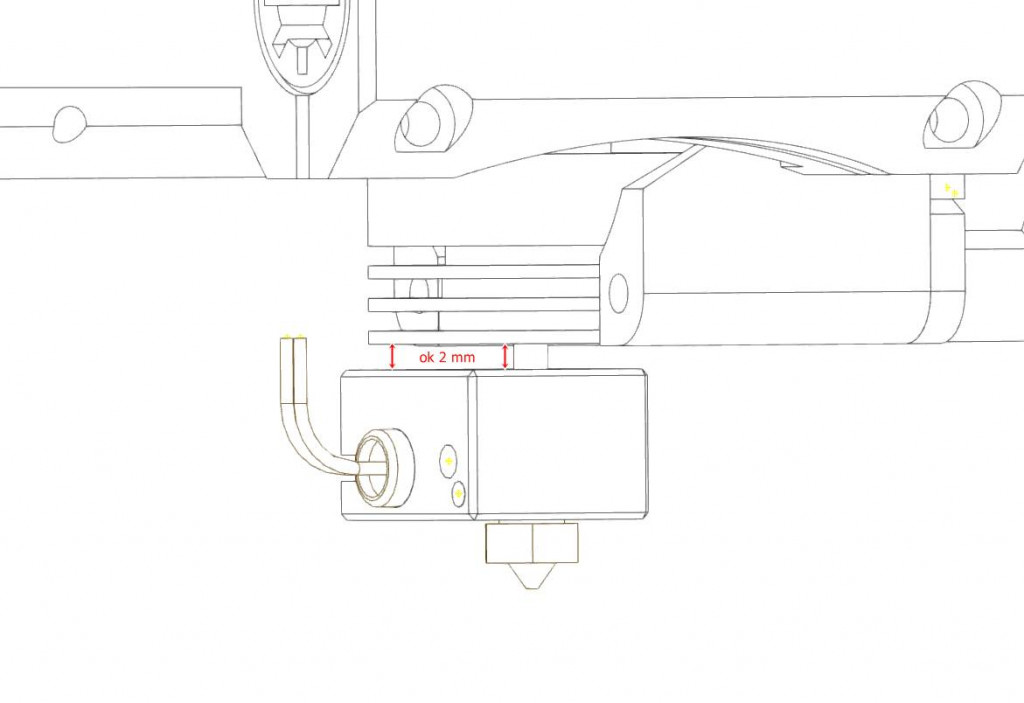
5. Kluczem nr 17 dokręć blok grzewczy do górnej części głowicy. Pamiętaj że odstęp między radiatorem a blokiem grzewczym musi pozostać i mieć minimum 2 mm.
-
- 5a. Tutaj może pojawić się ewentualna konieczność korekcji ułożenia głowicy. Jeśli dokręcając blok grzewczy do radiatora przewody grzałki i termistora obróciły się zbytnio i są naprężone, przejdź do kroku 5b. Jeśli nie, możesz od razu przejść do ostatniego kroku nr 6.
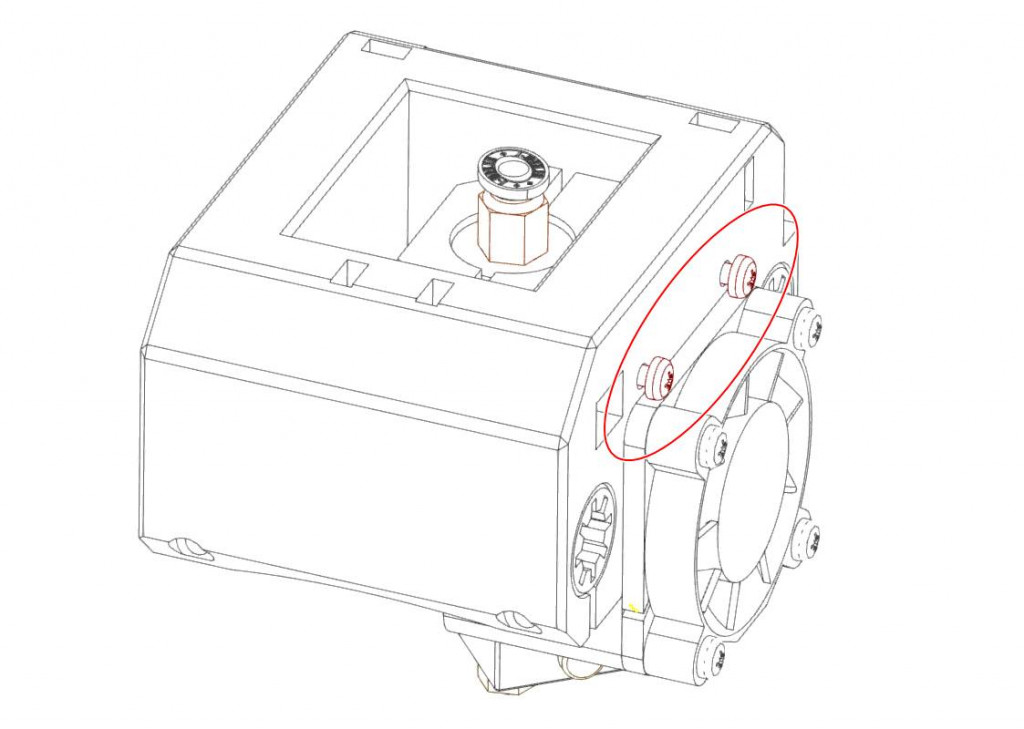
- 5b. Naprężenie przewodów grzałki i ułożenie bloku grzewczego należy skorygować ułożeniem całej głowicy. W tym celu poluzuj o 2 obroty 2 śruby M3 po prawej stronie karetki XY, tuż nad wentylatorem chłodzącym głowicę.
-
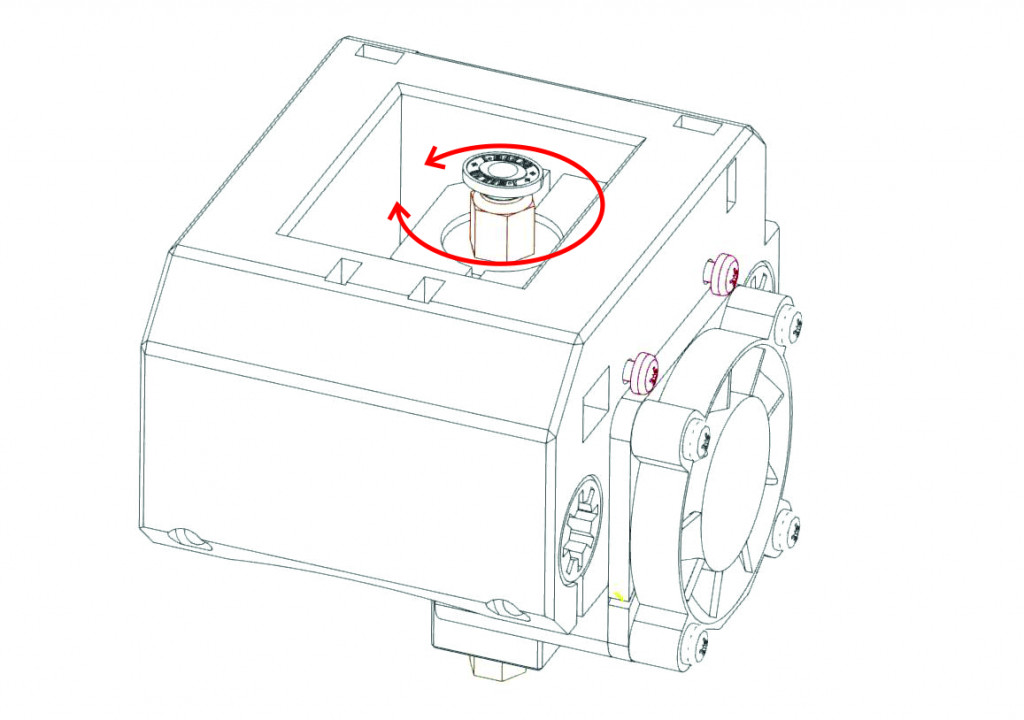
- 5c. Głowica powinna być luźno w uchwycie, możesz teraz obrócić ją w taki sposób aby dokręcony blok grzewczy nie naciągał przewodów grzałki. Po ustawieniu głowicy dokręć ją całą w uchwycie śrubami M3 po prawej stronie karetki. Możesz przejść do ostatniego kroku.
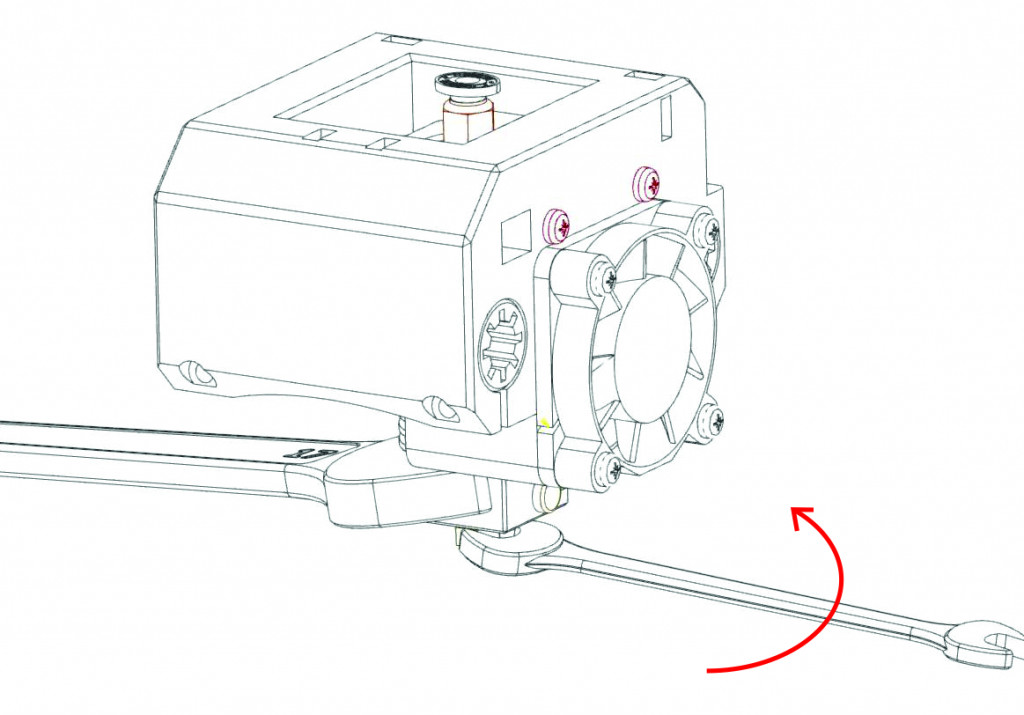
6. Kiedy poczujesz opór dokręcając blok grzewczy do radiatora możesz finalnie dokręcić dyszę. Użyj klucza nr 7 i dokręć dyszę do bloku grzewczego, trzymając blok grzewczy kluczem nr 17.
To wszystko.
Wymiana dyszy w drukarce zakończona. Upewnij się, czy blok grzewczy nie porusza się na boki (np. poruszając przewodami grzałki i termistora w lewo i prawo). Jeśli jest stabilnie dokręcony możesz spokojnie dalej używać drukarki. Jeśli bok grzewczy nadal lekko się porusza na boki to znaczy, że na którymś etapie pojawił się problem i będziesz musiał spróbować ponownie.
Pamiętaj, że po każdorazowej wymianie dyszy trzeba jeszcze wykonać poziomowanie stolika roboczego.

Wymiana dyszy w drukarce 3D – cieknąca głowica?
Wymiana dyszy w drukarce 3D
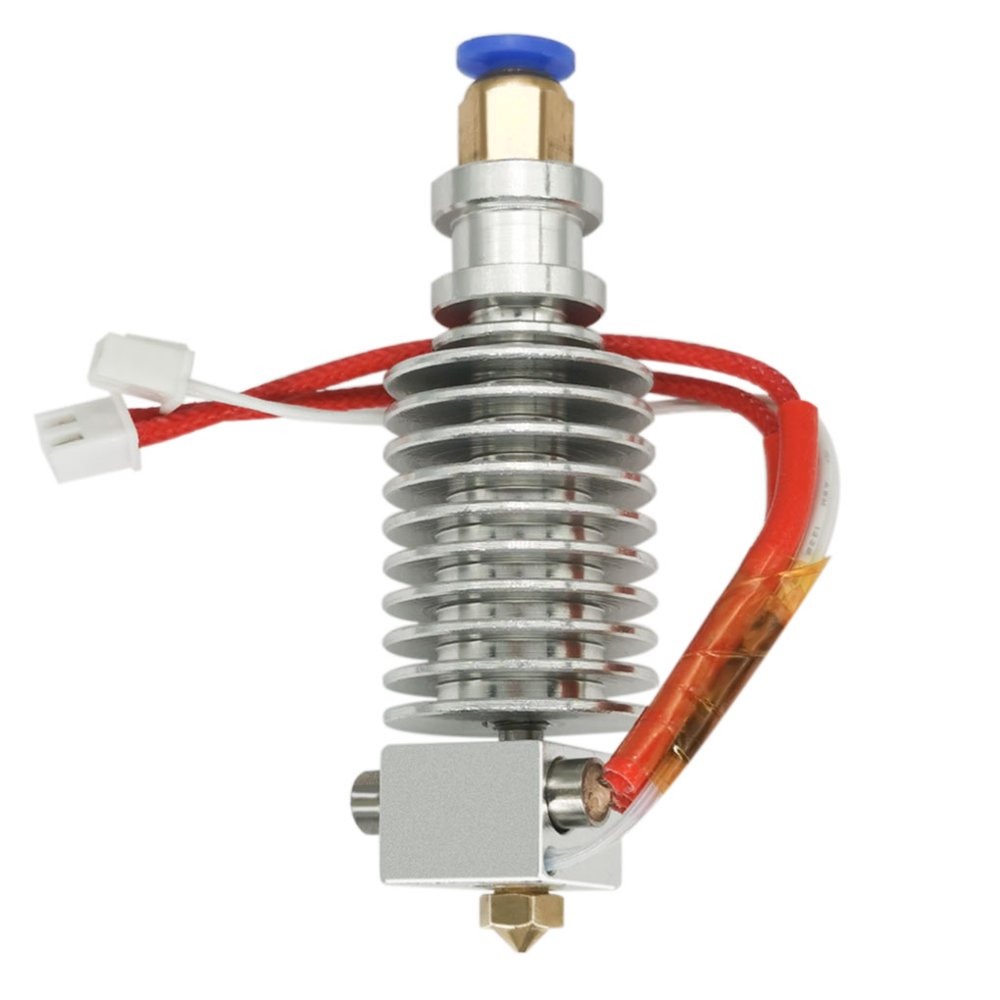
Głowica grzewcza zastosowana w drukarkach Printo H3 to popularna głowica j-head V5 o średnicy filamentu 1,75 mm. Wymiana dyszy w drukarce 3D z taką głowicą jest stosunkowo prosta, należy jednak pamiętać o kilku istotnych elementach.
Z uwagi na budowę głowicy v5 zdarzają się problemy podczas wymiany dyszy. Jednym z częstszych błędów jest niepoprawne skręcenie całego zespołu elementów. Aby móc wyjaśnić na czym polega problem, w pierwszej kolejności musimy omówić wszystkie elementy z których składa się głowica drukarki 3D e3d V5.
Sposób wymiany dyszy w drukarce 3D z popularną głowicą V5 opisujemy w tym poradniku: Wymiana dyszy w drukarce 3D Printo H3
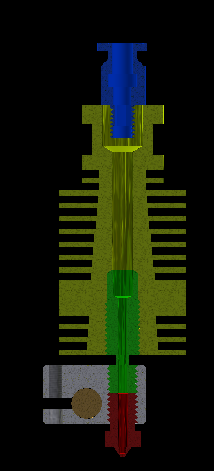 Rysunek 1 przedstawia poglądowy przekrój głowicy wraz z oznaczeniami poszczególnych elementów.
Rysunek 1 przedstawia poglądowy przekrój głowicy wraz z oznaczeniami poszczególnych elementów.
1 – (kolor niebieski) szybkozłączka pozwala na łatwy montaż rurki teflonowej doprowadzającej materiał do głowicy.
2 – (kolor żółty) Radiator – element służący do oddawania ciepła w celu schłodzenia materiału poza strefą topienia.
3 – (kolor zielony) Heatbreak – rurka stalowa z wkładką teflonową odpowiedzialna za maksymalnie efektywne rozdzielenie strefy gorącej od strefy chłodnej głowicy.
4 – (szary) blok grzewczy – odpowiada za nagrzewanie strefy topienia materiału
5 – (brązowy) grzałka – dostarcza ciepło potrzebne do przetopu materiału
6 – (czerwony) dysza – umożliwia wypływ materiału o ściśle określonej średnicy
Podczas pracy bardzo ważne jest aby wszystkie elementy były ze sobą odpowiednio ciasno skręcone i spasowane. Każde niedokręcenie może spowodować niepoprawne działanie zespołu i w efekcie problemy z ekstruzją oraz drukiem 3D.
Jednym z często popełnianych błędów jest nieprawidłowy sposób dokręcenia dyszy.
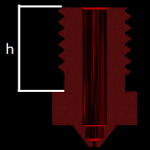
Z uwagi na różne wykonanie dysz możemy się spotkać z
pewnymi różnicami. O ile gwint jest znormalizowany, średnica dyszy jest również ściśle określona to wysokość gwintu h (rysunek 2) może się różnić nieznacznie w zależności od egzemplarza. Różnice te mogą powodować niewidoczne na pierwszy rzut oka problemy.
Tak też możemy wyróżnić dwa przykłady problemów związanych z niedokładnym zamontowaniem dyszy w drukarce 3D:
PRZYPADEK PIERWSZY
 Nowa dysza ma dłuższy gwint niż poprzednio założona.
Nowa dysza ma dłuższy gwint niż poprzednio założona.
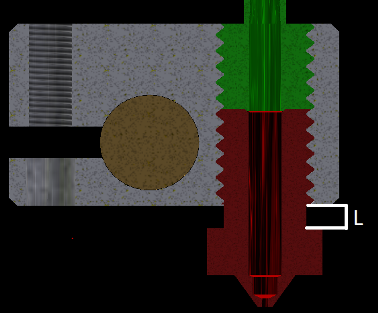
Przypadek ten niesie ze sobą mniejsze konsekwencje. Po założeniu dyszy o dłuższym gwincie, nowa dysza oprze się o rurkę stalową.
Powstaje nam szczelina L (rysunek 3) pomiędzy blokiem grzewczym dyszą przez co podczas nadmuchu dysza będzie mocniej schładzana. Różnica ta jednak jest niewielka więc w większości przypadków nie wpłynie to na wydruk w sposób zauważalny.
Aby jednak zmniejszyć powstałą szczelinę L należy wykręcić rurkę stalową z bloku grzewczego w konsekwencji czego będzie możliwe wkręcenie głębiej dyszy przez co szczelina zostanie zmniejszona.
PRZYPADEK DRUGI
 Nowa dysza ma krótszy gwint niż poprzednia.
Nowa dysza ma krótszy gwint niż poprzednia.
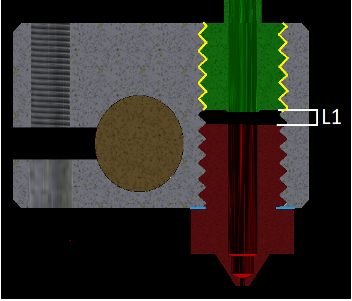
Przypadek ten niesie ze sobą zupełnie inne konsekwencje. Po dokręceniu dysza opiera się o blok grzewczy w miejscu zaznaczonym na niebiesko (rysunek 4 ). Konsekwencją tego jest powstanie szczeliny L1 pomiędzy dyszą i rurką stalową. Filament dostaje się w to miejsce a pod wpływem ciśnienia materiał znajduje ujście, najczęściej między gwintem zaznaczonym na żółto. Powstanie szczeliny L1 spowoduje widoczne braki filamentu podczas wydruku. Aby zlikwidować szczelinę należy dokręcić stalową rurkę (heatbreak) w blok grzewczy a następnie dokręcić dyszę.
JAK DIAGNOZOWAĆ
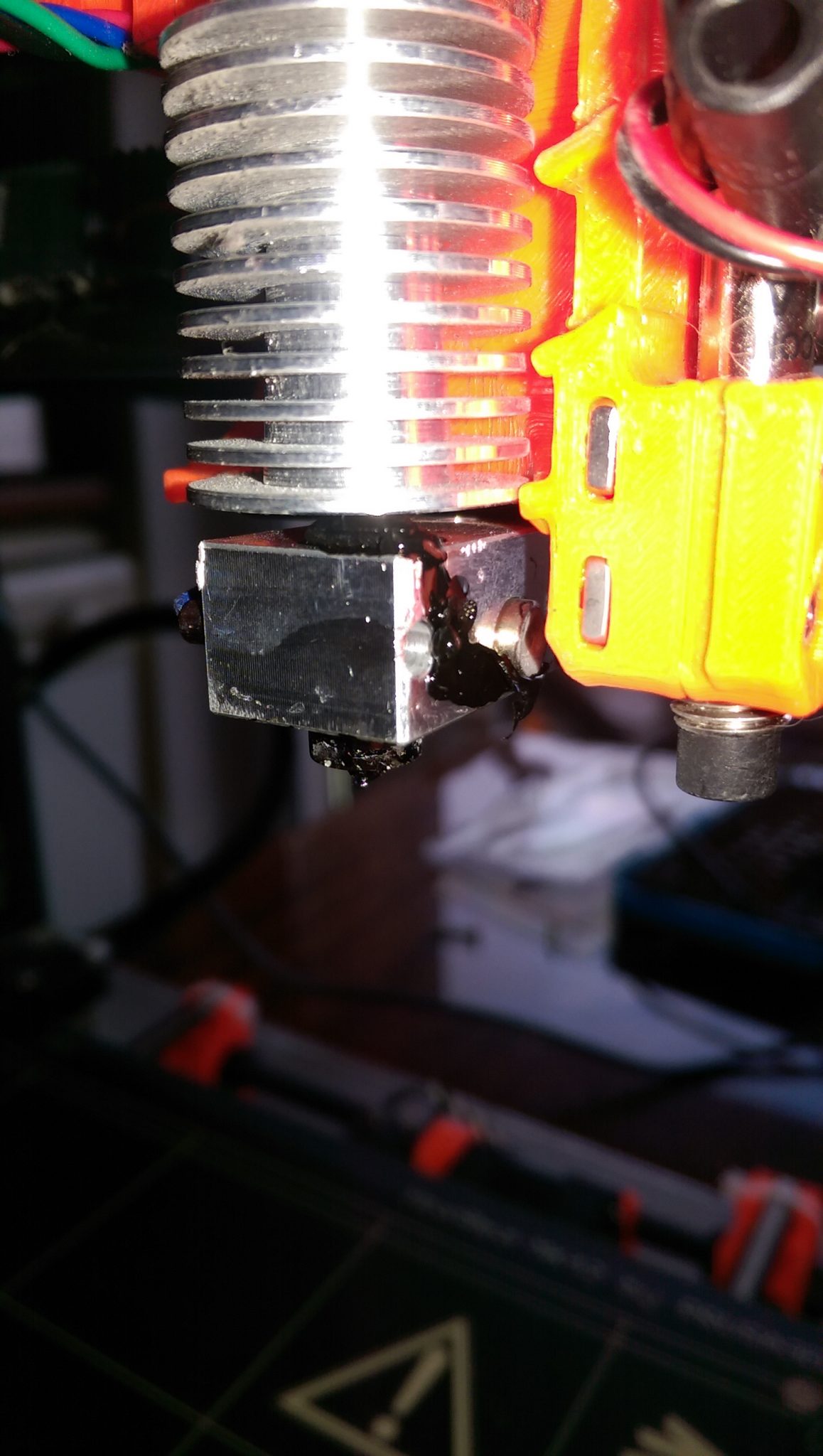 Pierwszy przypadek można zauważyć gołym okiem. Dysza po prostu odstaje od dołu głowicy zbyt daleko. Jednak sprawa się komplikuje gdy wystąpi problem drugi. Jeśli jesteśmy w stanie poruszać blokiem grzewczym (gdy jest on nagrzany!) i nie jest on stabilnie dokręcony możemy jednoznacznie stwierdzić że dokręcenie dyszy z rurką jest nieprawidłowe. Prędzej czy później słabe dokręcenie da się we znaki. Jeśli zauważymy wypływający filament w górnej części bloku grzewczego należy jak najszybciej skorygować ten stan rzeczy. Należy jednak pamiętać, że wypływ filamentu nie nastąpi od razu lecz po pewnym czasie. Może to trwać kilka minut, czasem jednak nawet kilka godzin zanim materiał wypłynie poza głowicę.
Pierwszy przypadek można zauważyć gołym okiem. Dysza po prostu odstaje od dołu głowicy zbyt daleko. Jednak sprawa się komplikuje gdy wystąpi problem drugi. Jeśli jesteśmy w stanie poruszać blokiem grzewczym (gdy jest on nagrzany!) i nie jest on stabilnie dokręcony możemy jednoznacznie stwierdzić że dokręcenie dyszy z rurką jest nieprawidłowe. Prędzej czy później słabe dokręcenie da się we znaki. Jeśli zauważymy wypływający filament w górnej części bloku grzewczego należy jak najszybciej skorygować ten stan rzeczy. Należy jednak pamiętać, że wypływ filamentu nie nastąpi od razu lecz po pewnym czasie. Może to trwać kilka minut, czasem jednak nawet kilka godzin zanim materiał wypłynie poza głowicę.
KOMPROMIS
Kompromisem jest takie ustawienie zespołu elementów aby wystąpiła minimalna szczelina L Pomiędzy dyszą i blokiem grzewczym jak w przykładzie pierwszym (nie wewnątrz bloku grzewczego!) Należy jednak zwrócić uwagę, aby szczelina ta była możliwie niewielka. Wówczas skręcając całość powinniśmy mieć pewność, że nie nie pojawi się nam przerwa wewnątrz bloku grzewczego.
Sposób wymiany dyszy w drukarce 3D z popularną głowicą V5 opisujemy w tym poradniku: Wymiana dyszy w drukarce 3D Printo H3
PODSUMOWANIE
Podczas wymiany dyszy należy zachować szczególną ostrożność, ponieważ wymianę i serwis wykonujemy na rozgrzanej głowicy. Po założeniu nowej dyszy należy dokładnie zbadać połączenie elementów. Jeśli delikatnie próbując poruszyć blokiem grzewczym wyczujemy luz, oznacza to ze powstała szczelina pomiędzy dysza i rurką. Czasem jednak na pierwszy rzut oka wszystko jest w porządku, dlatego po wymianie dyszy zawsze należy zwracać szczególną uwagę na górną część bloku grzewczego przez pewien okres. Jeśli nie zauważymy tam żadnego wypływu po wykonaniu kilku wydruków możemy uznać, że dysza została wymieniona poprawnie. Odpowiednio przeprowadzona wymiana dyszy gwarantuje nam poprawność wydruków i warto o to zadbać.
Udanego drukowania!